Laser Integration and Processing
At PAR Systems, laser integration is a core competency in our process automation offering. Our laser automation capabilities include cleaning, cutting, drilling, scribing, welding, ablation, milling, inspection, and processing.
We have the knowledge and expertise to help you integrate lasers into your processes to help create automated laser systems. We have trusted partnerships with all major laser manufacturers, and we can also integrate multiple laser types to find the right solution for every application.
Our Laser Platforms
Easy-to-Use and Reliable
Our laser platforms are flexible, CDRH Class 1 laser platforms that are flexible and reliable.
With customizable product fixturing, these platforms were designed to be easily configurable to help design a larger laser processing system. The simple drag-and-drop programming interface provides a no-code development platform that allows users to quickly and confidently develop programs. Our platforms have the adaptability required for research and development applications and the reliability demanded in production settings.

Let Our Expertise and Experience Work for You
We work with all major laser manufacturers to facilitate early-stage process development.
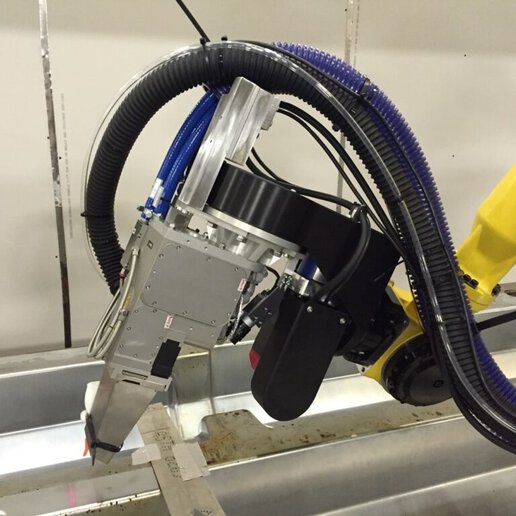
PAR integrates laser processes using flexible platforms to meet a variety of your laser process needs. Our laser systems are easily configurable to accommodate specific applications and can be customized with product fixturing to adapt to unique manufacturing processes.
- Fiber
- Femto
- CO₂
- Excimer
- YAG
- TEA-CO₂
- UV
- YV04
Key Applications for Laser Integration
Laser Cleaning with CO(2) Lasers
Reduce costs & downtime.
The use of CO₂ lasers in laser paint removal is especially favorable due to the excellent absorption characteristics in the laser’s wavelength region. In addition, a laser based system has several advantages over alternative cleaning methods because molds do not have to be cooled down and can be cleaned in place. This results in substantial savings due to the decrease in down time.
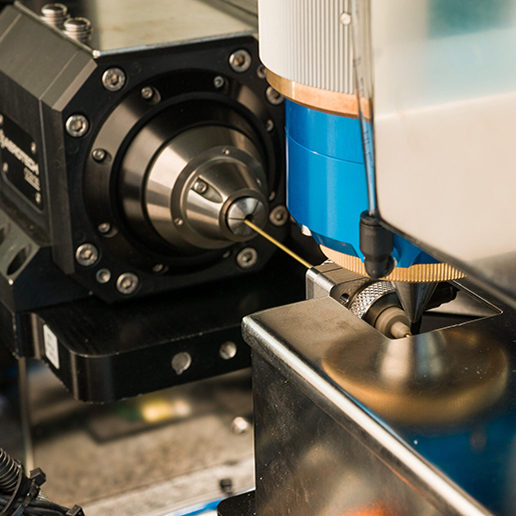
Wire Ablation
The complete package.
Our wire ablation systems are complete solutions and our package includes system layout and design (including mechanical and electrical design), controls design and programming, system assembly, delivery and testing, standard documentation package, warranty on parts and workmanship, and installation training.
Our ablation systems offer many critical and high-tech features including touchscreen HMI, HEPA filters, adjustable gear motors, servo sensors and motors, pneumatically powered die set, easy change out tooling, laser (type varies per application), custom optics, custom beam path, ablation vision technology and the latest software technologies.
More applications where PAR laser integration improves efficiency:
Cleaning
High performance lasers integrated with automation to address part and material cleaning needs.
Cutting & Welding
PAR’s laser cutting machines automate cutting with high accuracy and provide the accuracy required for laser cutting.
Decontamination & Ablation
We are experts at ablation and decontamination for removing coatings, debris and residues on materials as a result of or as part of the manufacturing process.

Surface Treatment
Laser systems integrators are ideal for surface treatment applications where non-contact processing is required, as they are often more accurate and faster than traditional methods.
The PAR Advantage
With decades of experience, we have established ourselves as expert laser integrators. We have fostered trusted partnerships across the laser industry, and we use our expertise to design and implement customized laser integration solutions for our customers.
Through our worldwide service organization, we also offer dedicated support from a team of local field service engineers, and our global consulting team can resolve the most complex engineering challenges.
"PAR has excellent customer service, solves issues quickly."
Gabino N.
Heraeus Medical
Certified in all the right places.
