Friction Stir Welding for Cryogenic Tank Manufacturing
What Is A Cryogenic Tank?
Cryogenic tanks are hermetically sealed and vacuum insulated tanks that enable safe and efficient handling of cryogenic liquids. Cryogenic liquids are liquefied gases at extremely low temperatures, -150 degrees Celsius (-238 Fahrenheit) or lower. These gases commonly include oxygen, argon, methane (liquid natural gas), nitrogen, hydrogen, or helium which cannot be stored in standard containers due to health and safety risks. Cryogenic tanks are hermetically sealed so contents remain safe and stable with no contact with the outside world.
Types of cryogenic tanks include high pressure cylinders, liquid cylinders, bulk storage tanks and specially engineered custom cryogenic tanks. The tanks come in many forms and can be vertical, spherical, or horizontal depending on the site and application requirements.
PAR Systems designs and builds custom friction stir welding machines and fixturing that are used to manufacture cryogenic tanks. The methods outlined in this article were used by PAR Systems in manufacturing cryogenic tanks that successfully withstood conditions on the most powerful rocket ever built for deep space, Artemis 1. Continue reading to learn more about cryotanks and PAR’s capabilities.
Parts of A Cryogenic Tank
Cryogenic tanks have three basic components:
- Inner Pressure Vessel: The inner pressure vessel holds the cryogenic liquids and must be made of material that withstands extremely low temperatures without cracking or degrading. High strength aluminum alloys are light weight and hold up to these conditions making them an ideal material for these vessels especially in weight-critical applications.
- Insulation: The space between the inner and outer vessel contains several inches of insulating material that is maintained in a vacuum. The vacuum and insulating material on cryogenic tanks help to reduce heat transfer and keep the cryogenic liquids at extremely low temperatures.
- Outer Vessel: Tanks that are used for long term storage of cryogenic liquids, such as in a commercial aircraft, have an outer vessel that is not typically exposed to cryogenic temperatures. The outer vessel retains insulation and a vacuum seal around the inner pressure vessel to reduce boil-off gas (BOG)- the vapors created due to ambient heat causing cryogenic liquids to boil. In spacecraft applications long term storage of cryogenic liquids is not needed, as fuel tanks are continuously fueled prior to launch and immediately fired. With boil-off gases not as much of a concern in these applications, there is not usually an outer vessel in cryogenic fuel tanks for spacecraft to save weight.
Benefits of Using Friction Stir Welding in Cryogenic Tank Manufacturing
- Aluminum Performs Well at Cryogenic Temperatures: Aluminum offers better stability and less variance from hot to cold compared to other metals, such as steel. This combined with the ability to weld previously unweldable aluminum alloys using FSW make it an obvious choice for cryotank construction. Composite materials used at cryogenic temperatures can generate microcracks due to the mismatch of thermal expansion between the matrix and the fiber, reducing the integrity of the structure.
- Proven Success: Friction stir welding has historical success in the space industry where it is used on all liquid hydrogen, oxygen, methane and kerosene tanks used to fuel rockets. These tanks are critical to the success of the mission, and the friction stir welding process eliminates gaskets and rivets resulting in a 100% leakproof design that holds up under pressure. FSW also has a track record of success in the defense industry and FAA approval for commercial aerospace applications. Friction stir welding applications in other industries such as automotive, rail, semi, and marine continue to gain traction as it provides superior weld strength even under high pressure use, and improved fatigue resistance resulting in longer lifetime of the weld.

- Performs Under Pressure: Higher mechanical strength of FSW versus traditional fusion welding make the technology ideal for the high pressure environments of cryogenic tanks
- Longer Life: Improved fatigue resistance of friction stir welded joints means longer life than traditional welds
- Waterproof Design: Using FSW eliminates the need for gaskets or rivets creating a 100% sealed and leakproof design
- Solid-State Process: Because friction stir welding machines do not heat the material to its melting point, the material shrinkage, warping and dimensional changes are reduced compared to traditional fusion welding techniques. This is critical for applications where multiple tank sections are independently manufactured and later joined to increase tank volume. Each section must maintain precise tolerances to pass inspections and properly weld to the adjacent section- friction stir welding makes this possible.
- Green Technology: There are many environmental benefits of friction stir welding cryogenic tanks such as lower emissions and reduced energy consumption. FSW of cryotanks is also enabling green technology innovations in industries like commercial aerospace where Airbus has announced their initiative towards the world’s first zero-emission commercial aircraft. Airbus plans to use hydrogen propulsion, where the hydrogen would be stored in cryogenic tanks on the aircraft. If successful, this approach generates no smoke and no emissions for an environmentally green zero-emission aircraft.
- Improved Quality and Decreased Scrap: In cryogenic tank manufacturing, friction stir welding improves quality and decreases scrap while making repeatable welds in high performance aluminum alloys. FSW makes welding aluminum alloys in the 2XXX and 7XXX series possible despite their reputation for not being weldable by fusion welding techniques- opening new possibilities across industries. Aluminum tanks are more cost effective than composite tanks and safer and lighter weight than tanks made of steel.
Friction Stir Welding Methods Used in Cryogenic Tank Manufacturing
Longitudinal Welds
A cryogenic tank often has multiple sections, each made of multiple barrel panels welded together. Vertical weld centers are friction stir welding centers that weld barrel panels together.
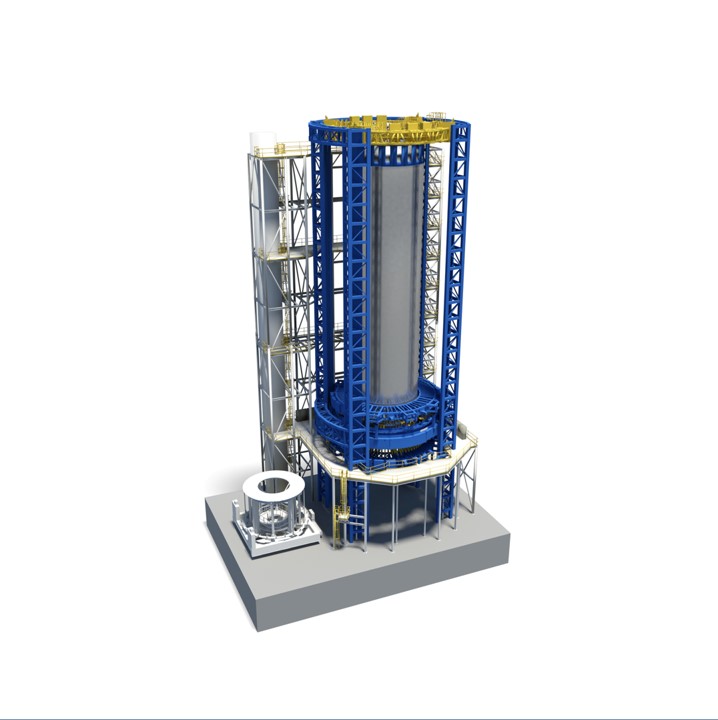
Rendering of fixturing for longitudinal FSW on barrel sections of cryogenic tanks.

In the the application, this friction stir welding equipment stands about three stories tall and weighs 150 tons.

A completed barrel section of a cryogenic tank is lifted from the longitudinal weld fixturing using specialty cranes.
Gore to Gore Welds
Gores are pre-formed aluminum dome segments that are welded together to make a dome- the end cap of a tank. Friction stir weld paths follow the contour of the gores before the dome assembly is prepared for welding of the dome end cap.
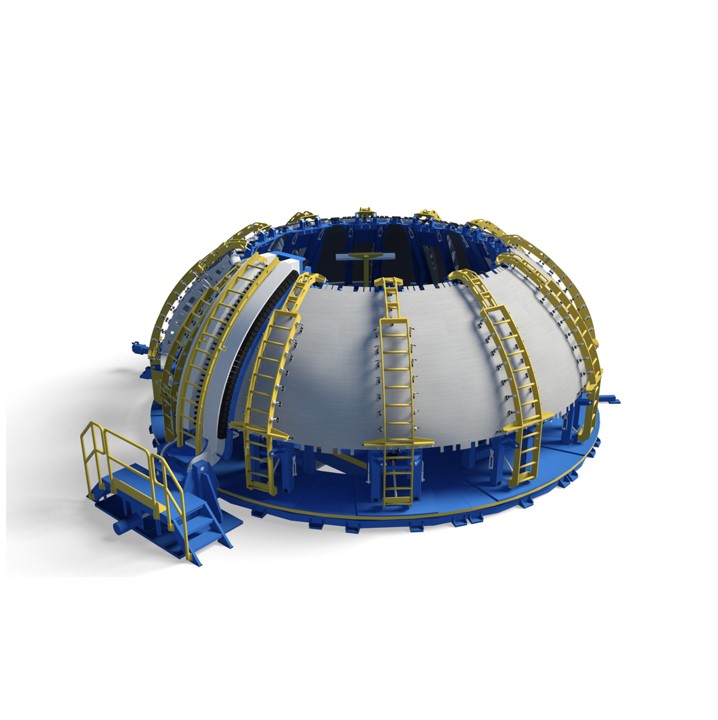
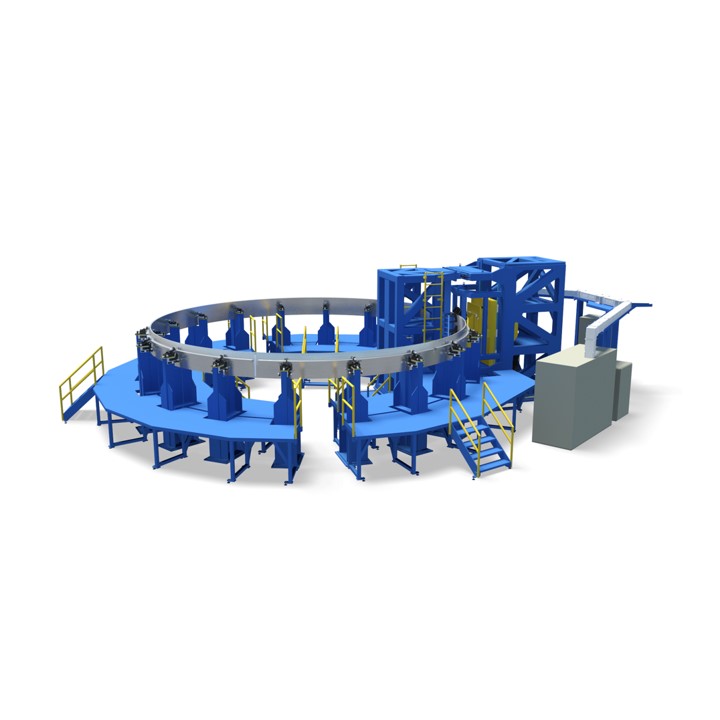
Rendering of a friction stir welding fixture for gore to gore welds used in cryogenic tank manufacturing.

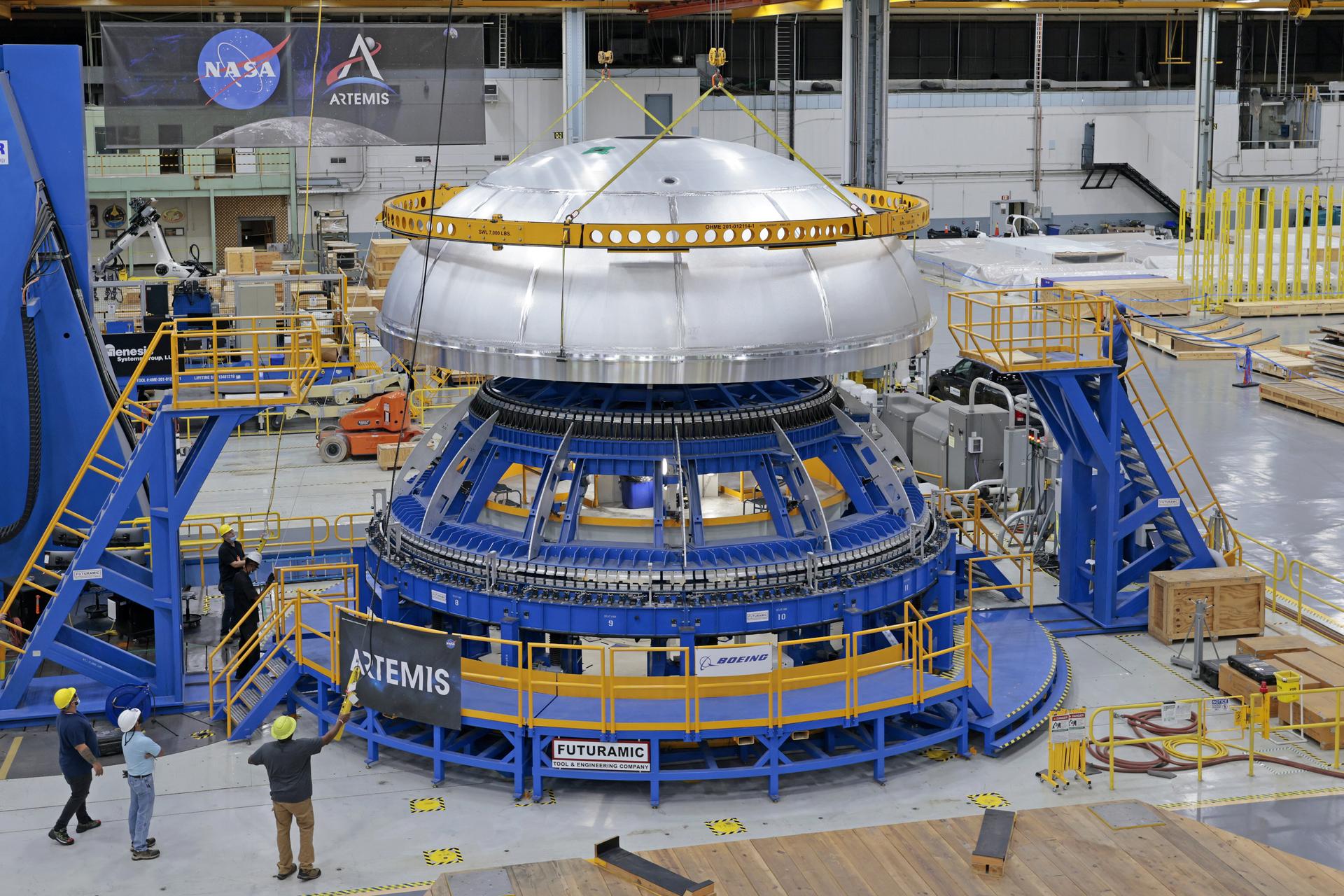
Gore to gore welds on a cryogenic fuel tank for NASA’s Artemis mission that stands 212 feet tall at completion.
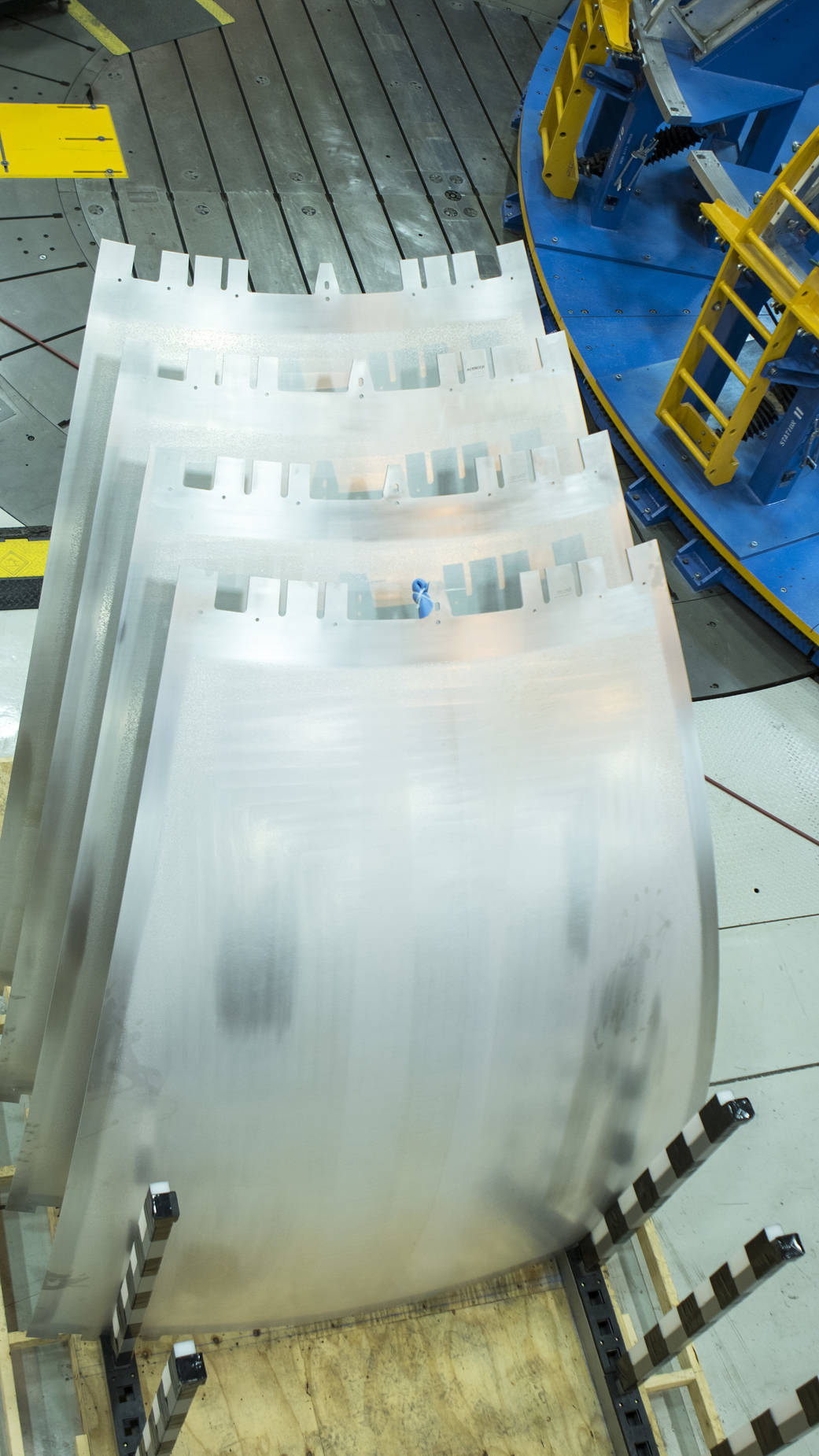
Gore panels- aluminum alloy dome segments- are stacked and ready for welding. The panels are welded together to form the end cap of a cryogenic tank.
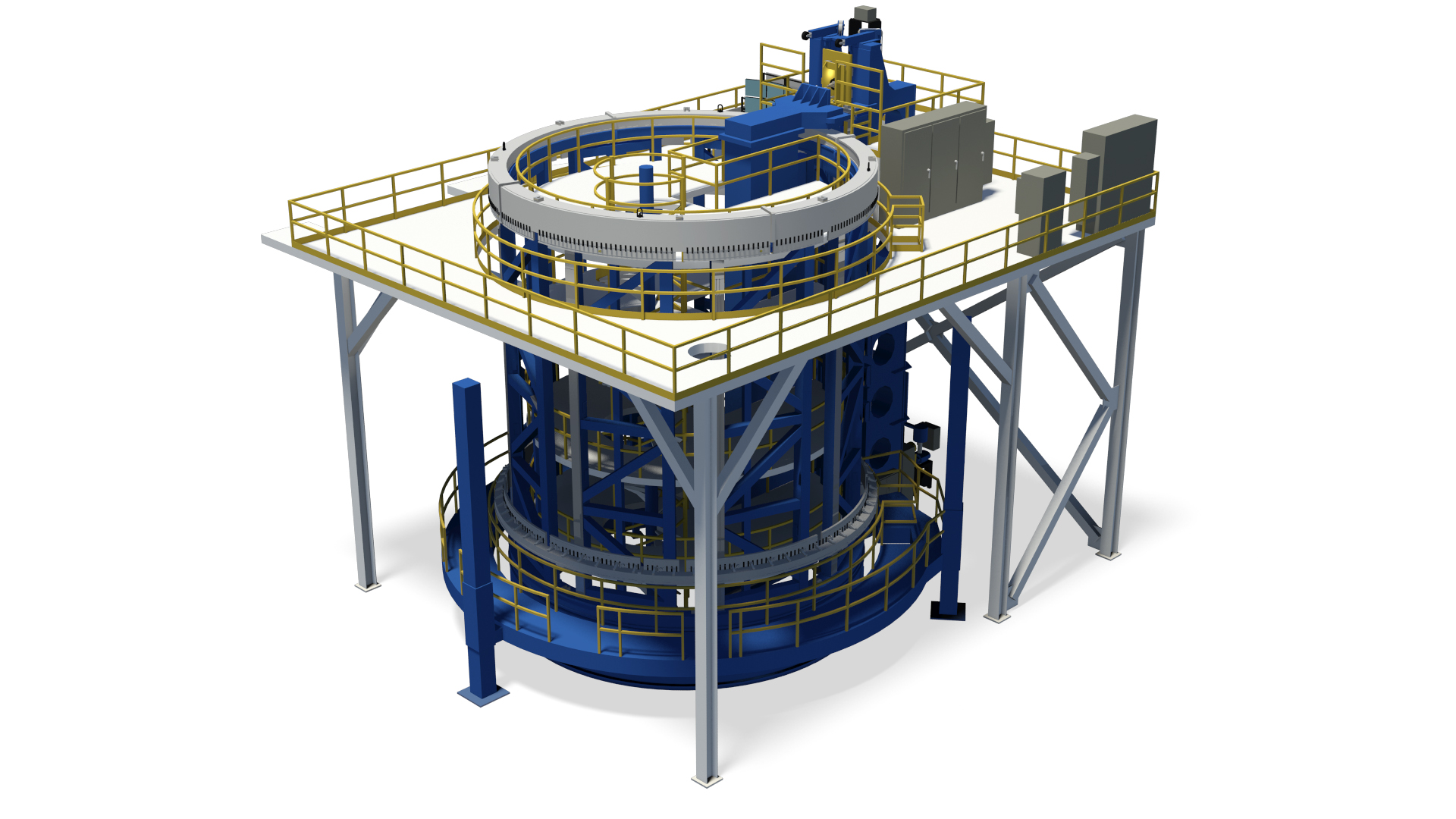
Circumferential Welds
Circumferential welds join two cylindrical pieces by welding around their diameter to make a single piece. Circumferential welds are used to join independently manufactured barrel sections together to increase tank volume. They are also used to complete the production of dome assemblies as shown below. Friction plug welding- a process where a rotating plug is forged into a hole creating frictional heat and a solid state weld, is often used to fill the hole left by FSW pin tools in circumferential welds. Friction plug welding can also be used as a weld repair technique.

Circumferential friction stir welding fixture for manufacturing domes of cryogenic tanks.
Circumferential welds are used to complete the production of dome assembly on a cryogenic tank. Specialty cranes and specifically designed lift fixtures move a completed dome from the circumferential weld fixture.

Plug welding is a solid state friction welding process that is often used to fill the hole left from the machine tool in circumferential welds.
More About Fixturing
Fixturing workpieces is a critical step in the friction stir welding process. Properly designed fixtures directly impact weld quality and maintaining part fit-up tolerances. The size and complexity of fixtures varies depending on the needs of the application. Additional examples are shown below, contact us to discuss the specific needs of your application.
Smaller scale fixturing is required in this example, where segments are friction stir welded into a ring.
Larger scale fixturing is required for the assembly of multiple barrel sections to form a complete tank.
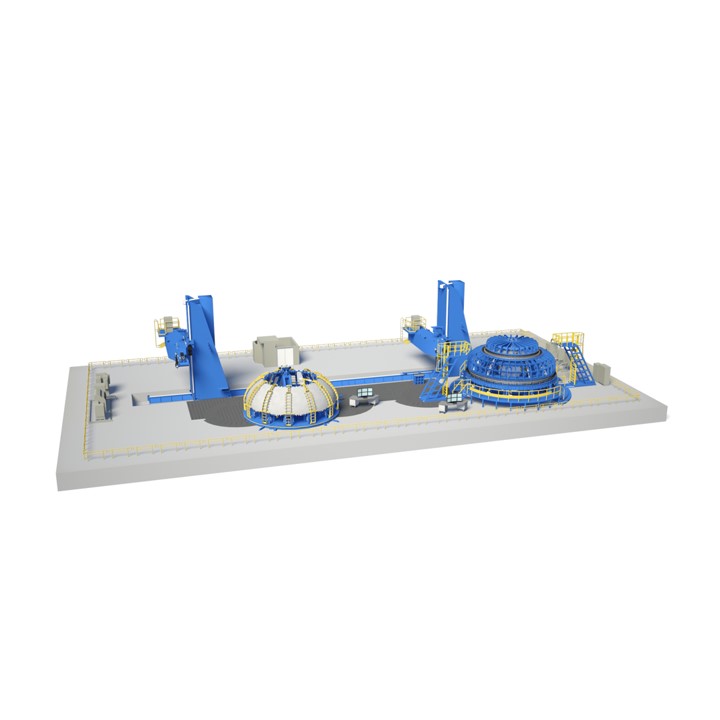
Side by side fixturing can help improve efficiency and decrease costs like this example of sequential processes- gore to gore then dome welding.
How PAR Can Help
PAR Systems designs and build custom friction stir welding machines for highly critical applications- on earth, in flight, and in space. PAR’s dedicated team of technical experts have experience in FSW for the most demanding applications of cryogenic tank manufacturing. Our state of the art friction stir welding machine designs and patented control technologies deliver high-quality, repeatable, precision welds- every time.
Image Credits: NASA